

应用领域
泰旺设有产品开发团队,从控制阀、泵浦、伺服节能系统,提供应用方案至钣金行业、环保行业、加工中心、农业收割、鞋机行业、油冷机、注塑机、木工机床等各类机床、轻工机械,以及工程机械最佳的动力支援及节能策略。







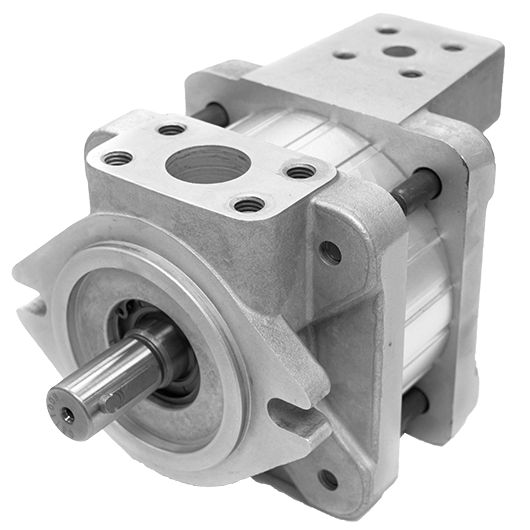
产品介绍








最新消息
在这里,您能查询到泰旺与峰昌品牌的所有动态,包含行业新闻、产品声明、技术发布、参展计划等。立即关注,随时取得我们的每一步计划。
2021-11-26
2021-11-26
2021-11-26

随着工业4.0 的发展,液压行业也是急速发展中,其中工程机械对液压产品的需求量最大,钢铁、煤炭等冶金矿山行业次之,汽车、摩托车制造业也有相当的需求量,农业、塑料机械、港口、机床、石油化工等行业的发展,也为液压产品制造企业带来了很大的商机。国际市场:中国在全球液压气动产品的销售总额中仅占6.9%,未来发展空间很大;从目前情况看,我国中高端液压产品的进口依赖度高达70%以上,因此进口替代市场空间广阔。
比胜利更重要的事「创新为要、成就客户、共创双赢」

专业
我们追求创源及节能的极致,每年投入大量研发经费,在液压控制领域保有高产量的专利认证肯定,有实力提供超过客户期待的液压动力解决方案。

突破
我们勇于「超越自我」,保持创新是我们时刻灵活弹性的关键,以卓越技术,真正为客户提升竞争力。

安心
我们珍惜与客户的每次合作机缘,并期盼一同成长茁壮。因此,我们的客制化方案,在于解决问题的同时,进一步思考为您提升竞争力的可能性。 WINMOST,是您值得信赖的品牌。
欢迎您与泰旺联系,以获取有关网站服务的意见和建议。
点击询价